Mechatherm have recently formed a joint venture with Bloom Engineering and Industrial Furnace Company (IFCO) to market and supply a multi hearth furnace (MHF) de-coating system for various aluminium scrap types.
Although this is a new development to process aluminium scrap, the MHF concept has been long established in various industries such as carbon activation and calcining.
The design and operation of the MHF furnace is a well proven and successful system and several trials and tests have been carried out to prove the concept when processing aluminium scrap. The results were very impressive and the before and after pictures are shown below:
The MHF offer the following key advantages:
- Each hearth has its own individual burner and temperature control system.
- Each hearth can operate at different temperatures so we can stage the organic burn off rate to suit specific scrap types.
- High degree of scrap agitation as it moves through the hearth and into the lower hearth. This is the ‘rabbling’ effect.
- Variable residence times for different scrap types.
- Proven construction and operation in many industry sectors.
- Fume recirculation system can be integrated to feed fumes into melting furnace to minimise gas consumptions during melting.
- The internals of the MHF are fully refractory lined.
- Centre post that rives the rabble arm rotation is air cooled.
- Heavy duty rabble arms and teeth designed for a long life and low maintenance
We believe that the MHF will provide our clients with a much more reliable de-coating system than traditional rotating kiln types. The atmosphere inside the MHF is more accurately controlled in zones rather than a single atmosphere control as in a kiln type system.
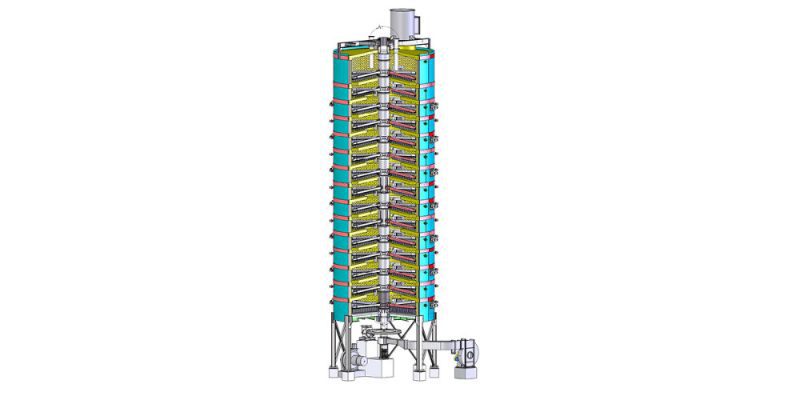
The Multiple Hearth Furnace consists of annular hearths, placed one above the other in a refractory-lined steel shell. The furnace contains a shaft which protrudes through the centre of the furnace, and holds the rabble arms and teeth on each hearth. These rabble teeth rake the material in a coiled path across the hearths.
Material is fed into the top of the furnace, and raked inward to the inner drop hole (in hearth). Material drops through this inner drop hole to the next hearth (out hearth) where it is raked outward to the outer drop holes. The material continues to travel through alternating in hearths and out hearths until it discharges at the bottom of the furnace. The furnace can be designed to contain any number of hearths to suit a particular application.